•尺寸计算: - 宽度:+ 50至80毫米的托盘 - 长度:+ 50至80毫米的托盘 - 高度=高度托盘+ 1 / 2宽+ 150至200毫米。
•厚度: - 在75%的案件:120μ - 锋利切削刃的项目:150 - 180μ - 重型产品仍然坐在托盘得好:130 - 140μ - 重型产品不坐在托盘以及:180μ - 袋非流体产品:120-140μ - 高液袋产品:150μ - 交叉装配纸箱:120μ - 非交叉装配纸箱:140-150μ
应该取消的托盘,使所有四个角落都可以访问:这是使膜,收缩下的托盘的目的,从而创造之间的托盘和对它的负荷甚至更大的凝聚力。
该RIPACK ®系列的配件包括一个旨在维持解除托盘:在CALPACK(请咨询经销商)。
封面上的收缩幻灯片,周长其中约5%,必须比你的托盘周边大,必须有足够长,以便能够根据托盘收缩(高+ 200毫米)。
建议会缩水 (如果没有具体的建议来自电影制造商):
站在约30厘米的电影最小距离,并开始从四面下部萎缩,这样,第一个捕捉下托盘收缩。请务必保持空气流通垂直于托盘的两侧。 应用热持续运动,以固定的速度。
由于并非所有膜以相同的速度收缩,观察一个你正在使用和适应你的扫描速度和/或从后果电影的距离。 您也可以调节功率的RIPACK ® 2200使用它的可调SECURIPACK。 一旦托盘底部已经萎缩,继续在各方面的运作,工作从右下整个宽度的顶部。
一旦四面已经完成,缩减指挥上述托盘热空气流动的顶部。 警告:由于膜已经绷紧的横向收缩后,你将需要申请更少的热量,以避免损坏的封面。
由于它是由方式,收缩膜收缩后,继续加热申请已经结束,为一个变量的时间和质量而定,厚度和负载类型范围。因此,我们建议您等待的表面是冷地拉紧前移动托盘。
冷却后关掉前,总是检查覆盖完整和包装产品。
您也可以包一个项目的各种不同形状的使用平膜。 为了确保您获得良好的密封,留下了至少30厘米的重叠
首先密封连续,并按照与联接使用铲,以确保这两个层次是真正的焊接在一起的压力。 当印章已经实现,进行收缩,保持与制造商的建议,收缩包装设备,至少从表面30厘米,并根据。
注意:燃烧喷嘴自由旋转,以方便您的工作。 •点,在需要的方向喷嘴。
•低密度聚乙烯(低密度聚乙烯):最常用的。
•聚乙烯的变化: - 抗紫外线:保护膜从U.V.老化。 - 颜色 - 不透明:产品是不可见的,颜色得到保护。 (例如:为彩色水:避免因紫外线的颜色变化)等
•不粘和共挤聚乙烯+聚丙烯:避免覆盖坚持产品。
低密度聚乙烯薄膜(聚乙烯)是由中立的元素,它是一种惰性物质。它的制造,使用,回收和销毁不发出任何污染元素。
这是100%可循环再造的成本非常低。在焚烧的情况下,气体释放(二氧化碳和水)已经存在于自然,不破坏环境。
它的加热能力较高(1吨= 1体育趾),它可以作为一种替代能源来源的设想。它的制造和回收利用,相比,纸板,是在能源和环境方面的成本较低。
RIPACK ®,收缩的RIPACK®枪制造商,证明该日期的橡胶软管连接到煤气瓶上印刷,是在其被制造的一年。
这是唯一的NF恩之日起559标准“弹性橡胶软管焊接,切割或类似的技术”,其中包括我们的供应需要。是没有用的,按日期。
改变的建议如下: - 如果一个视觉检查发现的损害; - 对集约利用每3年为限; - 在最新的五年后,已投入使用的所有其他案件。
这是指专业,而不是国内使用。
该Ripack 2200枪使用2.9和4.9之间,每小时(持续使用燃气公斤)。随着一个3.5公斤/小时(平均压力平均),您可以收缩约120托盘。
这个数字纯粹是一个指标,并随压力和经营者的使用习惯。
 应该取消的托盘,使所有四个角落都可以访问:这是使膜,收缩下的托盘的目的,从而创造之间的托盘和对它的负荷甚至更大的凝聚力。
应该取消的托盘,使所有四个角落都可以访问:这是使膜,收缩下的托盘的目的,从而创造之间的托盘和对它的负荷甚至更大的凝聚力。 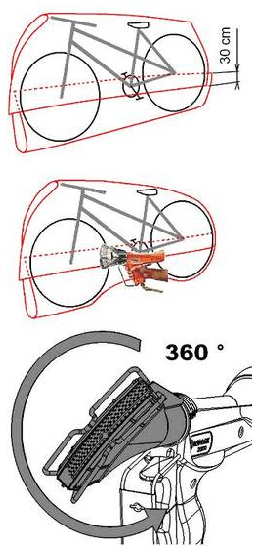 您也可以包一个项目的各种不同形状的使用平膜。
您也可以包一个项目的各种不同形状的使用平膜。  低密度聚乙烯薄膜(聚乙烯)是由中立的元素,它是一种惰性物质。它的制造,使用,回收和销毁不发出任何污染元素。
低密度聚乙烯薄膜(聚乙烯)是由中立的元素,它是一种惰性物质。它的制造,使用,回收和销毁不发出任何污染元素。